The main types of cylinders in fluid power are not interchangeable, because each one solves a different motion problem. Some are built for raw force, some for compact installation, some for long stroke, and some for clean, repeatable motion in tight automation cells. In the UK, the most useful starting point is usually the ISO-based range, because it makes replacement, mounting, and sourcing much simpler.
What matters most before you choose a cylinder
- Actuation decides whether pressure moves the rod one way or both ways.
- Construction affects serviceability, footprint, and ruggedness more than many buyers expect.
- Hydraulic cylinders usually deliver far more force than pneumatic ones, but they need a pump, fluid, and better sealing.
- Pneumatic cylinders are simpler and faster to install, with common working pressures around 6 to 7 bar and up to about 12 bar in many systems.
- ISO standards such as 6432, 21287, 15552, and 6020/2 help keep dimensions and accessories compatible.
- The wrong choice usually fails for one of three reasons: side load, undersized stroke/package length, or poor match between pressure and force demand.
What cylinder families actually matter in fluid power
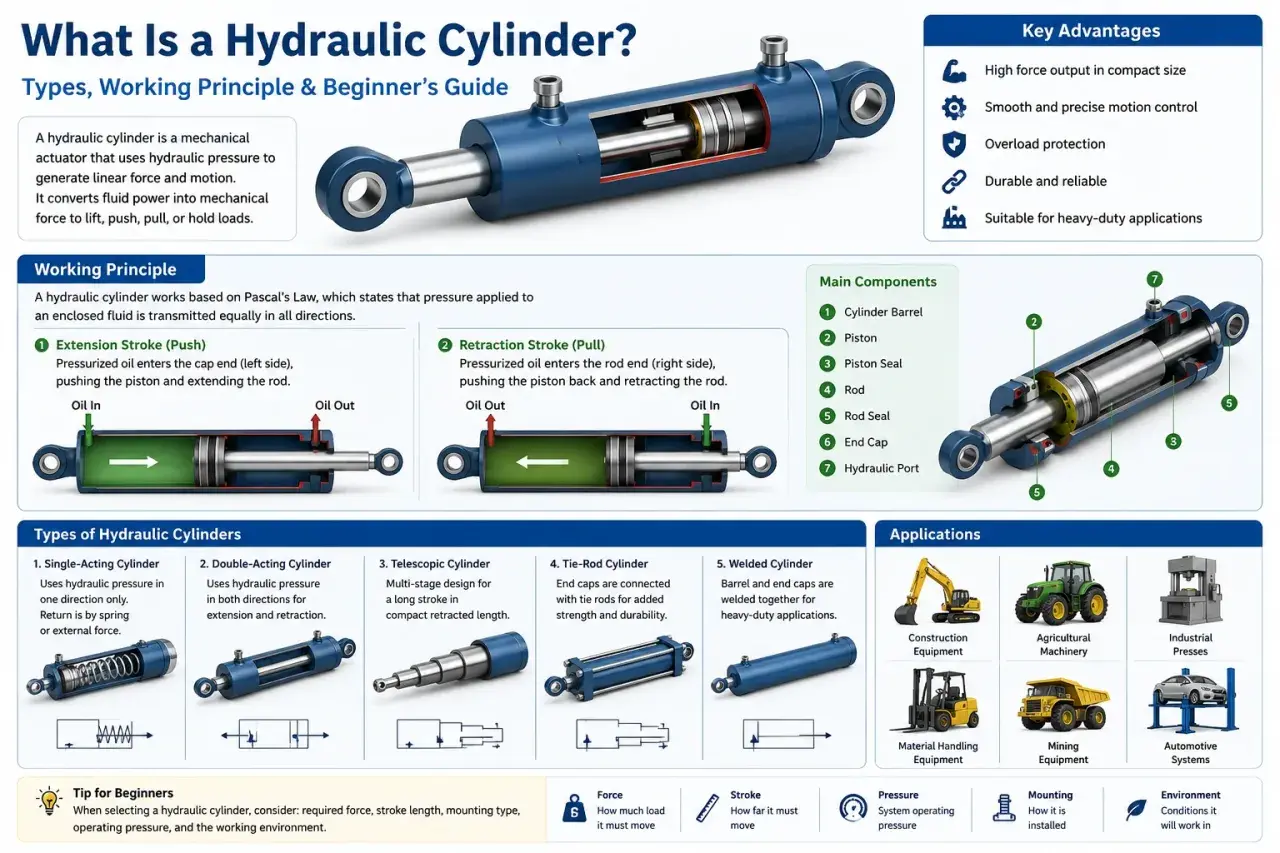
When I break cylinder selection down for a machine builder, I start with the operating principle before I think about brand or bore size. The most common families are single-acting, double-acting, telescopic, rodless, and tandem cylinders, with hydraulic and pneumatic versions of each appearing in different parts of industry.
| Family | Best fit | Why it matters | Watch out for |
|---|---|---|---|
| Single-acting | Simple push, lift, clamp, or return-by-spring tasks | Lower cost and simpler plumbing | Return force depends on a spring, gravity, or the load itself |
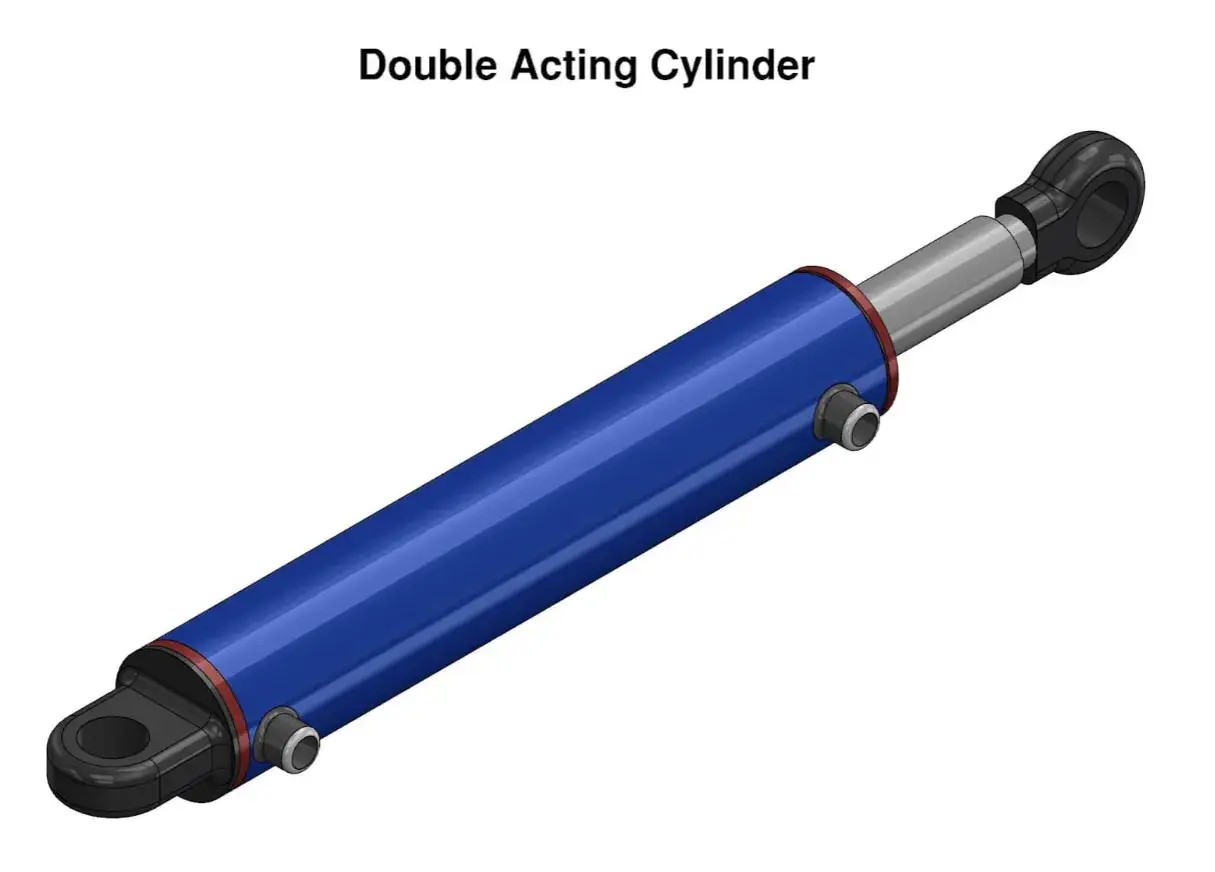
| Double-acting | Controlled extension and retraction | More precise motion in both directions | More ports, more valves, and more seals |
| Telescopic | Very long stroke in a short retracted length | Solves the space problem that standard cylinders cannot | More complex stages and more demanding sealing |
| Rodless | Long travel where rod overhang would be a problem | Short installation length and long stroke potential | Usually needs better external load guidance |
| Tandem | Higher force in the same footprint | Force adds up without forcing a much larger bore | Longer body and higher cost |
In UK automation work, I usually see double-acting cylinders as the default, single-acting where a safe return is acceptable, and telescopic or rodless designs when the envelope is the real constraint. That gives you the first filter; after that, the power medium tells you what the cylinder can realistically do.
Once those families are clear, the more important question becomes whether the system should be driven by air, oil, or something else entirely.
How hydraulic and pneumatic cylinders behave differently
The hydraulic versus pneumatic decision is not a minor detail. It changes force density, speed, stiffness, maintenance, and the quality of motion you can expect at the end of a stroke. I usually think of pneumatics as the simpler, cleaner option and hydraulics as the force-dense option that earns its place when the load is serious.
| Medium | Typical behaviour | Best for | Main limitation |
|---|---|---|---|
| Pneumatic | Common industrial systems operate around 6 to 7 bar; many systems run up to about 12 bar | Fast automation, simple motion, lower cost, cleaner environments | Air compressibility reduces stiffness and force |
| Hydraulic | Industrial tie-rod cylinders commonly work around 210 bar | Pressing, lifting, clamping, heavy-duty duty cycles, and high force density | More plumbing, fluid management, and leak control |
| Electromechanical | No fluid; motion comes from a motor and screw or similar drive | Precision, controllability, and energy efficiency | Not a fluid-power solution, so it is a different design choice |
I mention electromechanical drives here because they are the most common alternative when a machine team starts wondering whether fluid power is still the right answer. If force density and rugged motion matter more than precision and clean-room simplicity, hydraulics usually stays in the frame.
That gap in behaviour explains why construction details matter so much in practice, not just in a catalogue.
The construction details that change performance
Two cylinders can share the same bore and stroke and still behave very differently once they are bolted into a machine. Body style, mounting, cushioning, and sensing all affect the life of the unit, the quality of motion, and how easy it is to service later.
Tie-rod, welded, and mill-type bodies
Tie-rod cylinders are the familiar modular style in many industrial systems. They are easy to configure, straightforward to service, and common in ISO-based hydraulic ranges. Welded or mill-type cylinders tend to suit harsher duty and tighter packaging, especially where a cleaner external envelope or better resistance to heavy service is more important than quick teardown.
- Tie-rod works well when service access and interchangeability matter.
- Welded is often a better fit when the machine needs a compact, rugged body.
- Mill-type usually points to a heavy-duty hydraulic design for severe conditions.
Compact, profile, and round designs
In pneumatics, the standard families matter more than people sometimes expect. ISO 15552 profile and tie-rod cylinders are the general-purpose workhorses, ISO 21287 compact cylinders are built for cramped installation spaces, and ISO 6432 round cylinders suit smaller bores and lighter, space-saving installs. Festo GB describes compact cylinders as using up to 50% less space than comparable ISO 15552 units, which is exactly why they are chosen when the machine frame is tight.
- ISO 15552 is the safest default when you want broad accessory support and predictable mounting.
- ISO 21287 is the better answer when length or depth is constrained.
- ISO 6432 is common for round cylinders with piston diameters from 8 to 25 mm.
Read Also: Velocity Pressure Formula - Master Fluid Dynamics Now
Cushioning, sensing, and rod options
End-position cushioning is one of those details that looks optional until a cylinder starts slamming into its stops all day. Adjustable or self-adjusting cushioning reduces impact, noise, and wear. Position sensing matters just as much in automated plants, because proximity switches or magnetic sensors let the PLC confirm end-of-stroke and mid-stroke positions without forcing the machine to guess.
Rod options also change behaviour. A through-rod arrangement can help with symmetrical motion or special mechanical layouts, while different rod-end threads and accessories make integration either easy or unnecessarily awkward. If the application sees shock, contamination, or temperature swings, I treat seals and wipers as part of the cylinder choice, not as an afterthought.
Once you understand these construction choices, you can read a cylinder datasheet much more critically, which leads straight into selection.
How I would choose the right cylinder for the job
When I size a cylinder, I do not start with the catalogue image. I start with the motion requirement, the available envelope, and the load path. The right answer is usually obvious once those three things are written down.
- Define the force you actually need. Use the pressure available in the system and the piston area, then remember that retract force is lower because the rod takes away effective area.
- Check the stroke against the installation space. Long stroke is where rodless and telescopic designs start making sense.
- Match the actuation to the duty cycle. If the machine needs controlled motion both ways, double-acting is the normal choice.
- Confirm the mounting style and load guidance. Side load is one of the fastest ways to shorten seal life and bend a rod.
- Decide how much standardisation you want. In the UK, ISO-based sizes usually make maintenance and replacement far easier.
| Application need | Good starting point | Why |
|---|---|---|
| General factory automation | Double-acting ISO 15552 profile cylinder | Broad accessory range and strong interchangeability |
| Limited installation space | ISO 21287 compact cylinder | Shorter body for the same working stroke |
| Small bore, simple motion | ISO 6432 round cylinder | Space-saving and easy to fit in lighter assemblies |
| Long travel in a short envelope | Rodless cylinder | Removes rod overhang and can support much longer strokes |
| High force without a larger bore | Tandem cylinder | Force is multiplied by staging pistons in line |
| Heavy-duty force and harsh service | Hydraulic welded or mill-type cylinder | Built for rugged loads and tougher operating conditions |
If I had to reduce the decision to one rule, it would be this: size for the load, but choose the cylinder family for the space and duty cycle. That keeps you from overbuying force you do not need or underestimating the packaging problem that will show up during installation.
Once the right family is visible, the common mistakes are much easier to spot before they become expensive.
Mistakes that shorten service life
Most cylinder failures are not mysterious. They come from a handful of repeatable mistakes that are easy to avoid if you know what to look for.
| Symptom | Likely cause | Better fix |
|---|---|---|
| Early seal wear | Side load, misalignment, or contamination | Improve guidance, check mount alignment, and use the right wiper/seal package |
| Bang at end of stroke | Missing or inadequate cushioning | Add adjustable cushioning or reduce flow speed near the end position |
| Weak or sluggish motion | Undersized bore, pressure loss, or throttling | Recalculate force and verify port sizes, valve flow, and supply pressure |
| Rod bending or chatter | Long compression stroke without rod support | Check buckling risk and add external guidance if needed |
| Frequent leakage or contamination damage | Wrong seal material or poor environment control | Match seals to temperature, media, and surrounding debris |
The mistake I see most often is simple: people specify the cylinder for the force, then discover too late that the machine needed better guidance, a shorter package, or a different mounting style. A close second is ignoring pressure losses and assuming the bore number alone tells the full story.
When those issues are corrected early, the specification usually becomes much cleaner than the first draft.
What I would specify first on a UK machine
If I were building or upgrading a machine in the UK, I would keep the first pass deliberately conservative. For general pneumatic automation, I would start with ISO 15552. If the machine frame is tight, I would move to ISO 21287. If the bore is small and the installation is light-duty, ISO 6432 is still a sensible, practical option.
- Use double-acting cylinders unless there is a clear reason to let a spring or load handle the return stroke.
- Choose rodless cylinders when long travel and short overall length matter more than simple mechanics.
- Choose telescopic cylinders when the stroke would otherwise be impossible in the retracted envelope.
- Use hydraulic cylinders when the application needs serious force, stable motion under load, or heavy-duty duty cycles.
- Keep accessories standard so sensors, mounts, and seals are easy to source later.
The best cylinder is rarely the most unusual one. It is the one that matches force, stroke, mounting, and maintainability at the same time, without forcing the rest of the machine to compensate for a bad fit.