What matters most before you buy a drive-based motor system
- The drive changes frequency and voltage together, so motor speed can follow process demand.
- The biggest gains are smoother starts, less mechanical stress, and better process stability.
- For fans, pumps, conveyors, and mixers, drive-based control is often the simplest strong option.
- For indexing, synchronisation, or tight position holding, you usually need feedback and servo-style motion control.
- On UK projects, I would check supply compatibility, EMC, harmonics, cooling, and communications before I buy hardware.

How frequency control changes motor behaviour
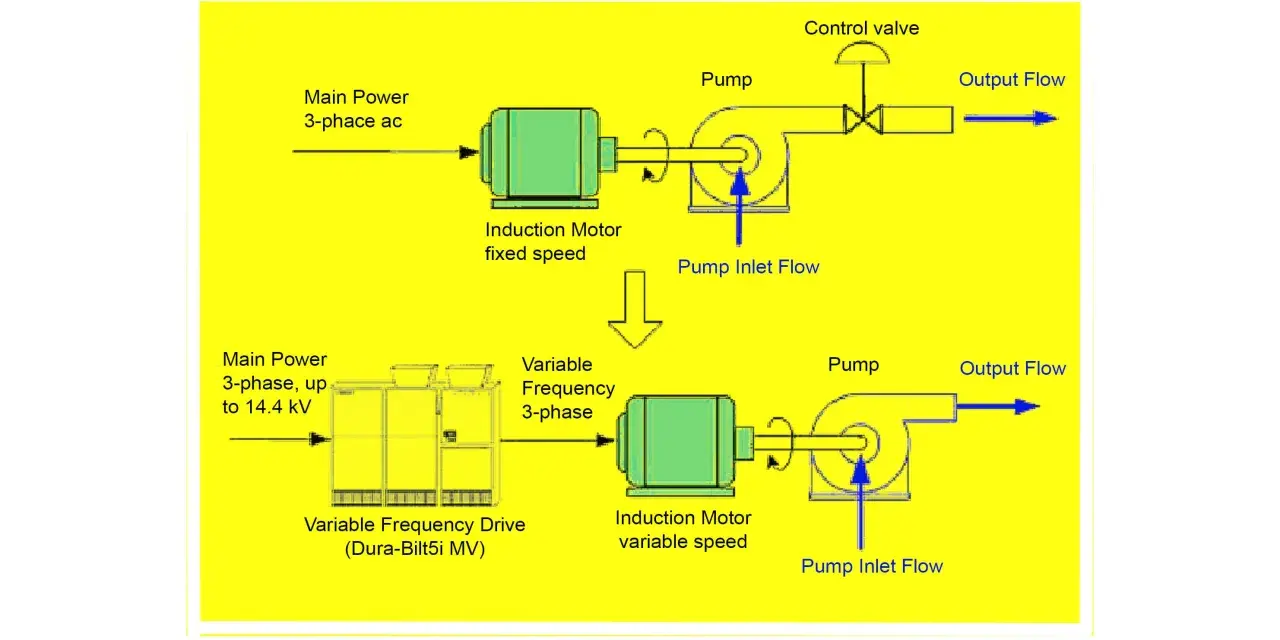
In an AC induction motor, speed is tied to supply frequency and pole count, so changing frequency changes speed. A drive also adjusts voltage, because frequency without the right voltage would strip away torque and make the motor unstable under load. That is the core idea behind variable-speed control: the drive becomes the part that shapes how the motor behaves, not just how much power it receives.
In practice, there are three useful control styles to understand. I keep them separate because they solve different problems, even though people often lump them together under one label.
| Control mode | What it does | Best for | Trade-off |
|---|---|---|---|
| V/Hz control | Keeps voltage and frequency in a fixed ratio | Fans, pumps, simple conveyors | Simple and robust, but weaker at low speed |
| Sensorless vector control | Estimates motor state to improve torque control | Heavier starts and variable loads | More setup and parameter tuning than basic V/Hz |
| Closed-loop vector control | Uses feedback from an encoder for tighter regulation | Demanding speed or torque tasks | Higher cost and more commissioning effort |
Why it matters in motion control systems
For motion control, the biggest value of speed variation is not just energy efficiency. It is control quality. A well-set drive can reduce mechanical shock, soften starting currents, and make acceleration feel deliberate instead of abrupt. That alone can change how a machine wears, how much noise it makes, and how often maintenance gets called in.
- Smoother starting and stopping reduces stress on couplings, belts, gearboxes, and product handling equipment.
- Better process stability keeps flow, pressure, feed rate, or conveyor speed closer to what the line actually needs.
- Lower energy use is especially noticeable on variable-torque loads such as fans and pumps, where power falls quickly as speed drops.
- Cleaner integration with PLCs and industrial networks makes the motor part of the automation system, not a separate island.
There is also a less obvious benefit: a drive gives you more room to shape the machine around the product, not the other way round. In my experience, that is often what separates an acceptable installation from one that feels well engineered. The catch is that not every application deserves the same level of control, which is why the next comparison matters.
Where a drive fits and where it stops helping
I like to compare three common options side by side, because the wrong choice usually happens when someone tries to solve a position problem with a speed tool.
| Option | Best fit | Strengths | Limits |
|---|---|---|---|
| Fixed-speed motor | Simple duties with little need for variation | Low cost, rugged, easy to maintain | No real speed control, limited process flexibility |
| Drive-controlled induction motor | Flow, throughput, and general variable-speed duty | Good speed control, soft starts, efficient operation | Not a true positioning system by itself |
| Servo system | Indexing, registration, synchronisation, and position hold | High dynamic response and precise feedback control | Higher cost, more tuning, more engineering effort |
The rule I use is straightforward. If the machine needs speed, a drive is often enough. If it needs position, phase, or tight repeatability under changing load, I stop treating it like a simple VFD project and start treating it like a motion-control project. That distinction saves a lot of money and a fair amount of frustration.
For UK plants, this distinction matters because retrofits often begin with a practical drive question and end with a broader automation decision. Once you know the load class, the specification becomes much clearer.
How I would specify one for a UK industrial site
In the UK, I normally start with the supply and the load, not the motor badge. Many industrial sites run on 400 V, 50 Hz three-phase power, so compatibility is usually straightforward, but it still needs to be checked against the drive input range, the motor rating, and the intended duty cycle.
- Define the load type first. Fan and pump loads behave differently from conveyors, hoists, extruders, or mixers, and the control strategy should match that physics.
- Check the low-speed requirement. If the motor must run for long periods below roughly 20 to 30 percent of rated speed, shaft cooling may become inadequate and you may need separate ventilation or motor derating.
- Size by current and thermal duty, not just by kilowatts. I have seen too many weak selections that looked fine on paper and then tripped under real load.
- Decide whether braking matters. Fast stopping, vertical loads, or overhauling loads often need a braking resistor or regenerative option.
- Plan for EMC and harmonics. Long motor cables, noisy environments, and multiple drives on one panel can all create problems if filters or line reactors are ignored.
- Confirm communications and safety. Industrial Ethernet, STO, encoder support, and fault diagnostics are not luxuries anymore; they change how easily the system can be maintained and integrated.
Common mistakes that hurt performance
Most drive problems are not caused by the drive itself. They come from bad assumptions, rushed commissioning, or treating a control task as if the machine were simpler than it really is.
- Using speed control where position control is required. A drive can regulate speed very well, but it will not magically turn an ordinary induction motor into a precision servo axis.
- Ignoring cooling at low speed. A fan-cooling motor loses cooling performance as it slows down, so thermal limits become real long before the nameplate current does.
- Overlooking cable effects. Long motor cables can increase electrical stress and EMI risk, especially when dv/dt, the rate at which voltage changes, is left unchecked.
- Setting ramps too aggressively. Fast acceleration and deceleration can trip the drive, stress the mechanics, or throw product out of tolerance.
- Forgetting resonance and backlash. Gearboxes, belts, and long shafts can introduce oscillation that looks like an electrical problem but is really mechanical.
- Skipping tuning and fault review. If you never look at current, torque, temperature, and fault history, you are commissioning by guesswork.
When I see a drive underperform, I usually find one of those six issues first. That is why installation discipline matters so much: the machine will only be as stable as the weakest layer between the supply, the drive, the motor, and the mechanics. The last piece is making sure the control architecture is actually the right size for the job.
Where the drive ends and motion control begins
The cleanest buying decision is to ask what the machine is really trying to control. If the answer is flow, throughput, or general speed variation, a drive-controlled motor is usually the right balance of simplicity, cost, and performance. If the answer is registration, synchronisation, accurate stopping, or position hold under changing load, I would move up a level and design the system as motion control from the start.
In 2026, I also expect modern drives to do more than regulate speed. They increasingly provide operating data, fault history, energy information, and connectivity into the rest of the automation stack. That is useful, but it does not change the main rule: a smart drive cannot rescue a poor application match. The best result comes from choosing the control approach that fits the load, then tuning the installation around that choice, not the other way round.
That is the practical takeaway I would use on a UK plant floor: choose variable-speed control when the process needs flexibility, choose servo-grade motion when the process needs precision, and do not spend money trying to make one behave like the other unless the application genuinely demands it.