Industrial networks are easier to live with when the control bus is deterministic, easy to commission, and still diagnosable five years later. I treat PROFIBUS DP as a practical field-level network for exactly that kind of environment: it links controllers with distributed I/O, drives, and instruments in a way that is still common in brownfield plants and retrofit projects. In this article, I break down how it works, where it still makes sense in 2026, and the installation mistakes that usually cost the most time.
The essentials at a glance
- It is a fieldbus designed for predictable cyclic data exchange between a controller and field devices.
- The common physical layer is RS-485, with speeds from 9.6 kbit/s to 12 Mbit/s.
- DP-V0 covers cyclic I/O and basic diagnostics, DP-V1 adds acyclic parameterisation and alarms, and DP-V2 adds drive-oriented timing features.
- It remains most useful in existing plants, mixed-vendor lines, and retrofit work where simple diagnostics matter more than raw bandwidth.
- Correct cabling, termination, addresses, and GSD files are what usually decide whether the network is stable.
Why this fieldbus still matters on modern plant floors
I would not start by asking whether the technology is old. I would start by asking whether it still solves the control problem cleanly. In many UK plants, the answer is yes: the network is predictable, the architecture is simple, and maintenance teams understand how to trace faults without pulling in a specialist every time a device drops off the bus.
What makes it useful is not fashion, but behaviour. It is a deterministic fieldbus, so the controller polls devices in a known rhythm and expects known data back. That is very different from a general-purpose network where bandwidth is shared for many kinds of traffic and timing is less obvious. When your goal is to move I/O, status, alarms, and setpoints reliably, that predictability still has real value.
PI still describes the protocol as a single bus that connects controllers with decentralised field devices, and that is the right mental model for day-to-day work. Think of it as a plant-floor communication layer first, not an IT network second. Once that role is clear, the next question is how the traffic is actually scheduled and why the bus behaves the way it does.
How the network actually moves data
The core communication model is master-slave polling. The controller acts as the master, sends output data to each device in turn, and then receives input data back. That cycle repeats continuously, which is why the bus feels stable when it is wired correctly and configured sensibly. In practical terms, the network is built around short, repeated exchanges rather than large bursts of traffic.There are two kinds of communication to keep straight. Cyclic communication carries the regular process data that the controller needs every scan. Acyclic communication is used when someone wants to change a parameter, read a diagnostic value, or handle an alarm that does not need to be refreshed continuously. That split is one reason the protocol remains useful for both simple I/O islands and more intelligent devices.
| Version | What it adds | Best fit |
|---|---|---|
| DP-V0 | Cyclic communication plus device, module, and channel diagnostics | Basic distributed I/O and straightforward machine control |
| DP-V1 | Acyclic parameterisation, operation, monitoring, and alarm handling | Drives, smarter field devices, and maintenance-friendly installations |
| DP-V2 | Slave-to-slave communication, cycle synchronisation, and time stamping | Drive control and coordinated motion |
On the physical side, the common implementation is RS-485. Official material from PI notes speeds from 9.6 kbit/s up to 12 Mbit/s, with telegrams up to 244 bytes and address space for up to 126 devices per network. In real plants, I would still design around cable quality, termination, and segment length before I worry about the headline speed number, because the highest baud rate is not the one that matters if the wiring is poor.
That operating model only works when the installation is disciplined, which leads directly to the question of where it still makes sense to deploy it in 2026.
Where it still makes sense in 2026
I see the strongest case for this bus in brownfield environments, machine retrofits, and mixed-vendor production lines. If a plant already has stable cabling, known addresses, and working diagnostics, replacing everything just because Ethernet is newer is usually an expensive mistake. The real decision is whether the existing network still supports uptime, serviceability, and change control.
Good fits are usually applications with distributed I/O, conveyor lines, packaging machines, machine tools, utility skids, and process sections that do not need huge data volumes. It is also a sensible choice when you want a clear separation between control traffic and higher-level systems. That is one reason many plants keep the fieldbus at the edge and use gateways or proxies higher up the stack.
Where it starts to look weak is in new installations that need lots of bandwidth, frequent topology changes, or tight integration with IT and analytics layers. For those projects, Ethernet-based control is often easier to scale and easier to integrate. I would also be cautious if the team maintaining the plant no longer has the tooling, spare parts, or configuration knowledge for the older bus.
| Situation | My view | Why |
|---|---|---|
| Stable brownfield line | Keep it | Low disruption, predictable service, proven diagnostics |
| New machine build | Consider Ethernet first | More bandwidth, more flexible topology, easier IT integration |
| Hazardous process area | Use the process-automation variant or a suitable coupler | Different physical layer and power model |
| Simple I/O island | Either can work | The decision usually comes down to installed base and maintenance skills |
That is why I would not judge the protocol by age alone. I would judge it by how much risk and rework a replacement actually creates. If you decide to keep it, the next step is making the installation itself boring, because boring is what reliable networks look like.
How to commission it without creating a maintenance headache
This is the part that separates a stable segment from a support call waiting to happen. PI’s GSD files are a good example of why the details matter: they describe the basic capabilities of a device, including communication options and available diagnostics, and they are part of normal configuration rather than an optional extra.
My commissioning checklist is simple, but I do not skip any of it:
| Check | What I look for | Why it matters |
|---|---|---|
| Station address | Unique address on every device | Duplicate addresses create silent conflicts that waste hours |
| GSD file | Correct file imported into the engineering tool | The controller needs the right device description before it can configure cleanly |
| Termination | Proper termination at both ends of each segment | Incorrect termination is one of the fastest ways to create intermittent faults |
| Cable and shielding | Correct cable type, intact shield, good grounding practice | Most noisy-network problems start as physical-layer problems |
| Segment length | Length matched to baud rate and installation quality | High speed and long cable runs do not forgive sloppy design |
| Expansion plan | Repeaters or new segments where needed | A single RS-485 segment is commonly designed around 32 stations, so growth has to be planned |
| Diagnostics | Alarm handling tested during FAT and SAT | Knowing that a device is present is not the same as knowing it is healthy |
The practical lesson is that configuration and wiring are not separate activities. They are the same job viewed from different angles. When the file description, address plan, and physical segment design match, commissioning is usually straightforward. When they do not, people start blaming the protocol for what is really an installation issue.
Once you know how to commission it properly, the next useful step is learning how to read the failure patterns, because the symptoms are often more revealing than the alarms themselves.
The faults I see most often and how I separate them
Most network problems on this bus are not mysterious. They are usually physical, repetitive, and visible if you know where to look. I usually sort them into five buckets before I start changing hardware.
- Intermittent dropouts usually point to termination, shielding, or a damaged connector rather than a software problem.
- A single device never appears often means a duplicate station address, a wrong GSD import, or a device that is not actually configured for the expected profile.
- The whole segment becomes unstable at higher speed usually means the cable run is too long, the installation quality is weak, or the baud rate is too aggressive for the layout.
- Drives behave oddly while I/O looks fine often points to timing, synchronisation, or version mismatch between older and newer device capabilities.
- Diagnostics are present but production keeps running usually means someone has alarms enabled but not acted on them in maintenance procedures.
I prefer a bus analyser or a proper diagnostic tool to guesswork. That sounds obvious, but in practice teams still lose time swapping modules when the real issue is a bad termination resistor or a loose shield clamp. The protocol is usually more forgiving than people think; the installation is usually less forgiving than people hope.
That brings us to the broader strategic question: if the network is working, should you keep it, bridge it, or replace it?
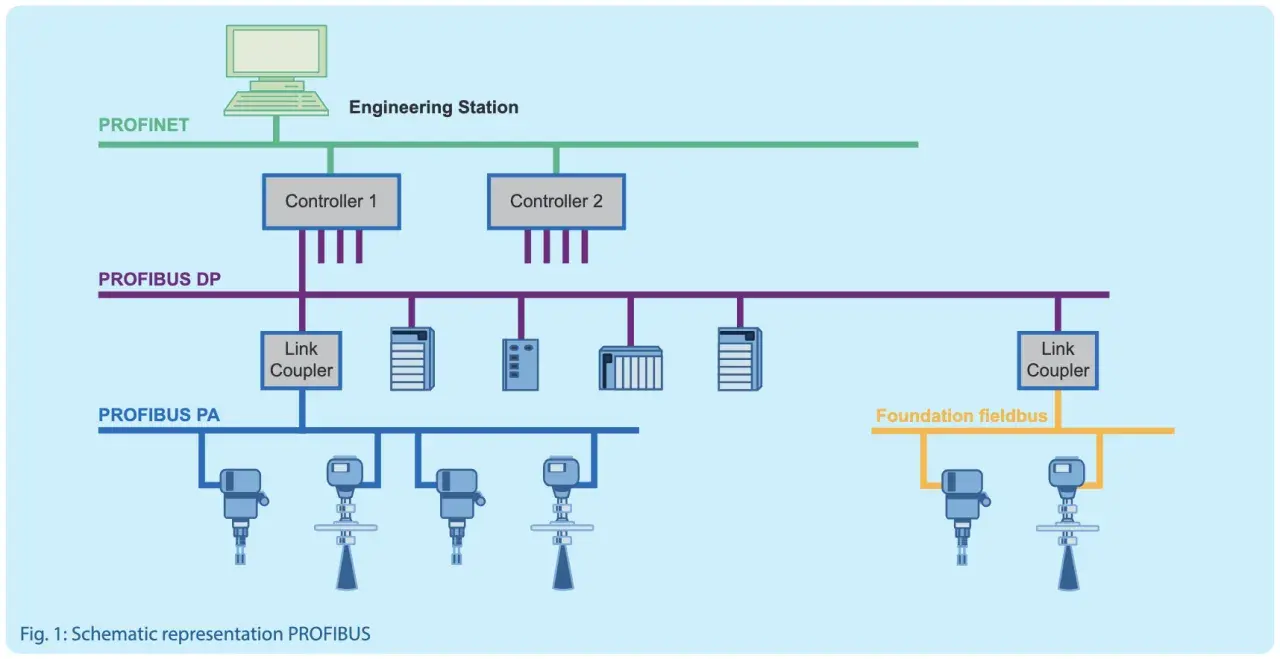
How it stacks up against PROFINET and PROFIBUS PA
I would not frame the decision as old versus new. I would frame it as fit for purpose. The three most relevant choices are the distributed-I/O variant, the process-automation variant, and Ethernet-based control. Each one solves a different problem, and the wrong choice is usually the one that forces the team to fight the physics of the medium.
| Technology | Physical layer | Typical speed | Best use | My practical view |
|---|---|---|---|---|
| DP variant | RS-485 | 9.6 kbit/s to 12 Mbit/s | Distributed I/O, drives, retrofit work | Excellent for stable plant-floor networks and brownfield upgrades |
| PA variant | MBP | 31.25 kbit/s | Process instruments, hazardous areas | Choose it when intrinsic safety and bus power matter more than speed |
| PROFINET | Industrial Ethernet | Typically 100 Mbit/s class | New machine builds, larger data volumes, IT integration | Usually the better starting point for new designs |
The decision I make most often is this: keep a stable fieldbus segment if it is doing the job well, but do not use it as a reason to delay a clean Ethernet design in a new plant. If a process area needs a different physical layer, use the process variant rather than forcing an office-style network into an industrial problem. And if the line is already installed, bridge intelligently instead of ripping out working infrastructure just to chase a trend.
What I would keep in mind before touching an existing line
My rule of thumb is straightforward: document first, change second. Before I touch a live installation, I want the topology, device addresses, cable runs, GSD files, and diagnostic behaviour written down in a way that maintenance can actually use. If that information is missing, the first job is not replacement, it is discovery.
- Keep a current address map and segment drawing.
- Store GSD files with the project, not on one engineer’s laptop.
- Test under load, not only on the bench.
- Make sure maintenance can see diagnostics without calling engineering every time.
- Plan migration segment by segment if you are moving toward Ethernet.
That is the point I want to leave you with: this is not a glamorous technology, but it is still a very competent one when it is installed properly. In the right plant, it gives you predictable communication, useful diagnostics, and a maintenance model that stays understandable long after the original project team has moved on.