
In fluid power, a pneumatic pump is a practical way to move liquid using compressed air instead of an electric motor. I care about this category because it shows up in chemical transfer, coatings, wastewater, and compact automation skids wherever safety, portability, or fluid compatibility matters more than perfect energy efficiency. This article breaks down how the pump works, which version people usually mean, where it fits best, and where the trade-offs start to matter.
The essentials in one glance
- Most industrial readers use pneumatic pump to mean an air-operated double-diaphragm pump, or AODD pump.
- Compressed air alternates the diaphragms, while check valves keep liquid moving in one direction.
- These pumps are valued for self-priming, dry-run tolerance, and good handling of viscous or abrasive fluids.
- Typical systems run on air around 6 to 8 bar, although high-pressure versions can go higher.
- The main trade-offs are energy cost, pulsation, noise, and the need for clean, regulated air.
How compressed air moves liquid through the pump
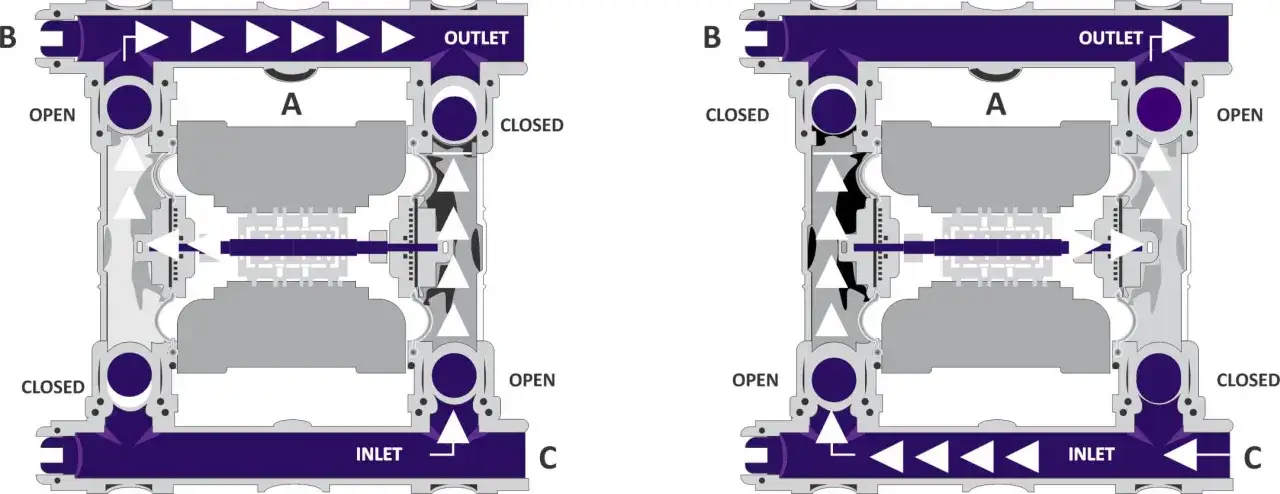
The working principle is simple once you separate the air side from the fluid side. In most industrial applications, the label actually points to an air-operated double-diaphragm pump, or AODD pump. Compressed air does not touch the product directly; it drives diaphragms behind a fluid chamber, and those diaphragms create the suction and discharge strokes.
- The air valve sends compressed air to one side of the pump.
- That pressure flexes one diaphragm, reducing the chamber volume and pushing liquid out through the discharge check valve.
- At the same time, the opposite diaphragm moves back, increasing volume on the inlet side and drawing new liquid in through the suction check valve.
- At the end of the stroke, the air valve switches and the cycle repeats on the other side.
A check valve is a one-way valve that lets liquid move forward and blocks backflow, while the air valve is the switching element that alternates compressed air from one side to the other. Because the drive is pneumatic, the pump can be a sensible choice in hazardous or remote locations, but the rest of the system still has to be specified correctly. That working cycle explains why the broader pump family is worth separating into a few common types.
The pump types you are most likely to meet
In conversation, pneumatic pump can mean more than one machine, but in practice the most common meaning is an AODD unit. I would separate the main options like this:
| Type | How it moves fluid | Best fit | Main trade-off |
|---|---|---|---|
| AODD pump | Compressed air alternates two diaphragms and one-way valves | General transfer, coatings, chemicals, slurries | Pulsation and air consumption |
| Air-operated piston pump | Air drives a reciprocating piston or plunger | Higher-pressure dosing and transfer | More sensitive to sealing and wear |
| Airlift pump | Air is injected into a riser pipe and lifts the fluid by density change | Wells, wastewater, slurry lifting | Lower precision and efficiency |
That table matters because people often compare the name, not the mechanism. If you need a simple transfer pump, an AODD is usually the default. If you need higher pressure or more controlled metering, an air-driven piston design may be a better fit. If the job is simply lifting water or slurry with injected air, an airlift system is closer to the answer, even though it behaves more like a process aid than a precision pump. Once you know which family you are dealing with, the real buying criteria become much clearer.
Why fluid power teams still choose air
I still see pneumatic pumps chosen for reasons that are practical rather than fashionable. They are easy to place near the point of use, they usually self-prime, and many models tolerate dry running better than electric alternatives. They also handle thick, abrasive, or shear-sensitive fluids well, which is why they appear in coatings, adhesives, inks, slurries, and cleaning chemistry.
| Drive type | What I like about it | Where it wins | Where it loses |
|---|---|---|---|
| Pneumatic | Simple, portable, and easier to use in hazardous areas | Transfer jobs, difficult fluids, remote or awkward installations | Compressed-air cost, pulsation, and noise |
| Electric | Efficient and usually smoother in continuous duty | High-duty transfer, metering, and lower operating cost | Needs electrical infrastructure and may be less suitable in some hazardous zones |
| Hydraulic | Very high force and strong performance in heavy systems | Large industrial equipment and force-intensive duties | More complex, leak-prone, and usually bulkier |
From a systems point of view, I would not ignore the cost of compressed air. The U.S. Department of Energy has long used a rule of thumb that delivering 1 hp of air-motor output can take roughly 7-8 hp of electrical input at the compressor, and typical compressed-air systems can be only 10-15% efficient. That does not make pneumatic pumps wrong; it just means they are chosen for a reason. When safety, layout, or fluid behaviour matters more than energy efficiency, the trade usually makes sense. When steady high-volume transfer is the goal, electric alternatives deserve a hard look. That is the kind of comparison that keeps a plant from buying the wrong utility twice.
Where it earns its keep in real plants
Pneumatic pumps are rarely bought for one neat textbook duty. They are bought because they solve awkward jobs reliably.
- Drum and tote unloading - the pump can pull fluid from containers without needing a flooded suction, which is useful for oils, resins, and cleaning liquids.
- Coatings and protective chemicals - paint, epoxy, polyurea, and similar materials benefit from the pump’s ability to move viscous product with minimal fuss.
- Wastewater and sludge transfer - solids-handling versions can move dirty fluids where a cleaner centrifugal pump would struggle.
- Food and pharmaceutical transfer - hygienic stainless versions are used when cleanability, gentle handling, and material compatibility matter.
- Filter press feed - high-pressure diaphragm units are used when the process needs pressure build-up rather than simple circulation.
In a connected plant, these pumps also fit neatly into basic condition monitoring. A pressure sensor, cycle counter, or simple PLC signal can tell you whether the pump is cycling too fast, losing air, or approaching a blocked line. That is not fancy automation, but it is enough to catch drift before it becomes downtime. Once you start watching those signals, the limitations show up just as clearly as the advantages.
Limits, maintenance, and the mistakes that cost time
The weak point in a pneumatic system is usually not the pump body itself; it is the air supply and the assumptions around it. Energy Star notes that leaks can waste 20-30% of compressor output, which is why a “small” leak often becomes an expensive habit over time.
Three problems come up again and again. First, the wrong elastomer or diaphragm material is chosen for the fluid, so compatibility fails long before the pump should. Second, the air is not clean or dry enough, which leads to sticking valves, icing at the exhaust, or erratic stroking. Third, the system is expected to deliver smooth, metered flow without a pulsation dampener. A pulsation dampener is a small chamber that smooths pressure ripple, and it makes a noticeable difference when downstream instruments or spray quality are sensitive.
- Deadheading means the discharge is closed and the pump stops moving fluid; some models handle this well, but you should never assume it from the name alone.
- Dry running means the pump runs without liquid in the chamber; many AODD units can tolerate it briefly, but seals and wear parts still need respect.
- Muffler icing can happen when exhaust air cools rapidly in humid rooms, so noise control and moisture control should be part of the install, not an afterthought.
If the application needs very steady flow, low noise, or minimum operating cost, I would start comparing alternatives rather than trying to force a pneumatic pump to behave like a different machine. That leads to the last step: choosing the right unit for the job, not just the right category.
How I would choose one for a project
When I spec a pneumatic pump, I start with the fluid and the air system, not the catalogue. A pump that looks right on paper can still fail in the plant if the air supply is weak, the wetted materials are wrong, or the duty cycle is more demanding than expected.
| Decision point | What I look for | Why it matters |
|---|---|---|
| Fluid properties | Viscosity, solids, abrasiveness, shear sensitivity, temperature | These decide the diaphragm material, valve style, and whether an AODD is suitable at all |
| Pressure | Many standard units top out around 8 bar air input; high-pressure filter-press models can go higher | Pressure needs can eliminate the wrong pump family quickly |
| Flow profile | Intermittent transfer or continuous, steady feed | Pneumatic pumps are strong on transfer and flexible duty, less strong on ultra-smooth output |
| Air supply | Available bar, volume, filtration, dryness | Poor air supply causes unstable performance and higher maintenance |
| Environment | Hazardous area, washdown, noise limits, installation space | These are often the real reasons air is chosen in the first place |
| Controls | Manual regulator, PLC control, cycle monitoring, remote alarms | Controls improve consistency and help catch problems early |
For UK installations, I would also keep the documentation practical: bar rather than psi, litres per minute rather than just gallons, and certification that matches the site’s safety rules. If the site is in an ATEX-classified area, that point is not optional; it is part of the specification. Once those basics are clear, the pump choice becomes much less guesswork and much more engineering.
What a pneumatic pump really gives you in practice
In the end, a pneumatic pump gives you a straightforward deal: compressed air in, fluid moved out, with a mechanism that is robust, adaptable, and easy to place close to the process. That is why it remains common in fluid power systems even when electric drives are more efficient on paper.
The best applications are the ones that benefit from safety, portability, and tolerance for difficult fluids. The worst ones are the ones that need very low noise, very smooth flow, or the lowest possible energy bill. If you keep that balance in mind, the pump stops being a vague category and becomes a sensible tool for a very specific job.