In this article I look at what the stator actually does, why it matters so much in motion control, how different motor families use it, and what I would check before specifying or troubleshooting one in a UK industrial setting.
The stator decides how cleanly a motor turns electrical input into motion
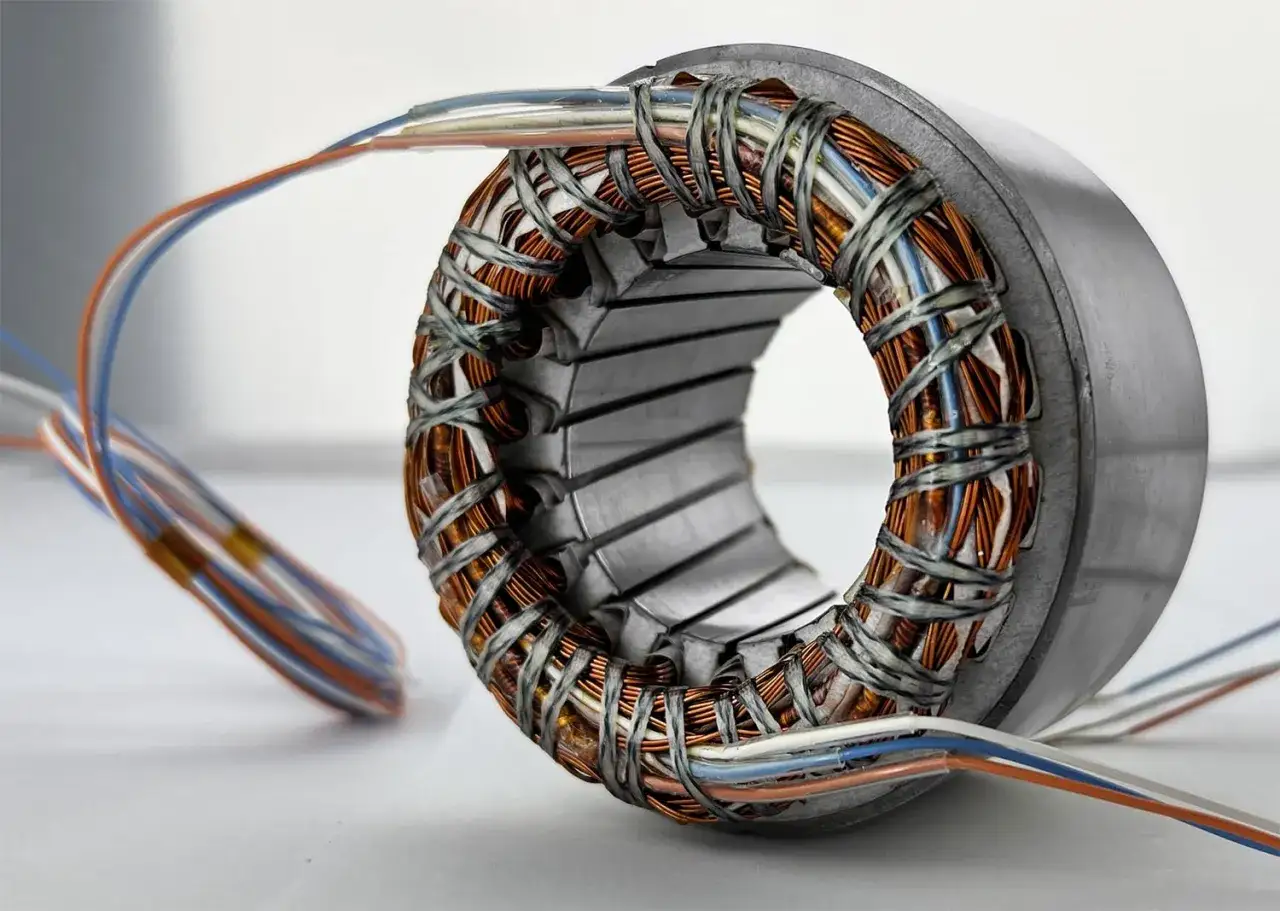
- It is the stationary core and winding assembly that creates the motor’s magnetic field.
- Lamination, insulation and cooling have a direct effect on heat, noise and efficiency.
- In motion control, torque ripple, feedback and thermal headroom matter as much as nameplate power.
- Induction, servo, stepper and direct-drive motors all use the stator differently.
- Most stator problems show up first as heat, vibration, imbalance or unstable current draw.
What the stator actually does inside an electric motor
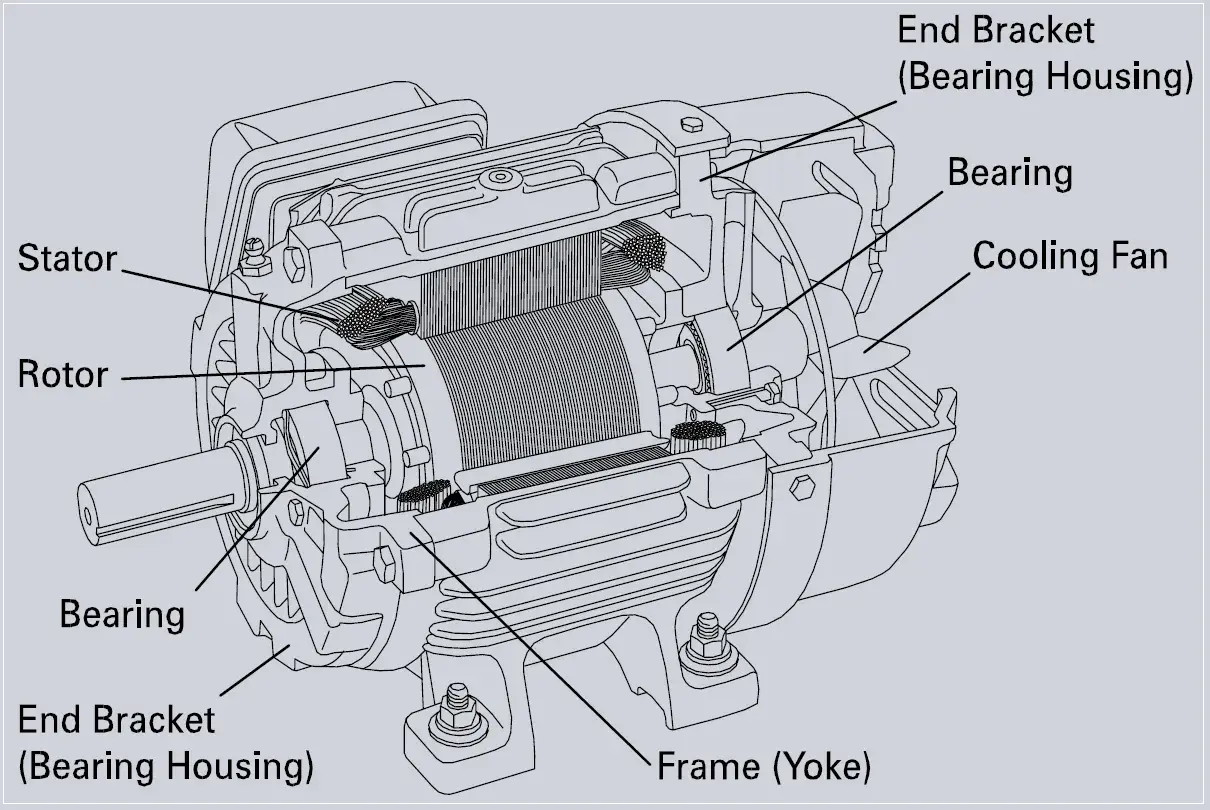
The stator is the part that stays still while the rotor moves, but its job is active. Inside the housing you usually find a laminated steel core and insulated copper windings; when current flows through those windings, the stator creates a magnetic field. In AC motors that field rotates. In servo and brushless motors, the drive times the current so the field stays precisely aligned with the rotor.
That is the core trick behind electric motion: the stator turns electrical energy into a controllable magnetic force, and the rotor follows. The laminations matter because they reduce eddy-current losses, while the insulation system keeps the windings electrically isolated from the frame and from each other. I often tell teams that if the stator is healthy, the rest of the motor has a chance to perform well. If it is not, tuning alone will not save the axis.
Once you think of the stator as the source of the field, the next question is obvious: how does that field affect precision, smoothness and repeatability?
How it shapes motion control performance
In motion control, the stator is not judged by size alone. I care far more about how cleanly it produces torque, how much heat it can shed, and how predictably it behaves at low speed. Those are the details that separate a motor that merely spins from one that can hold position, accelerate sharply and stop without hunting.
| Design factor | Why it matters | What poor performance looks like |
|---|---|---|
| Torque ripple | Controls how smooth the motor feels at low speed and during positioning | Jerky motion, audible chatter, poor contouring |
| Thermal path | Sets the continuous torque the motor can really sustain | Hot housing, early derating, nuisance trips |
| Winding layout | Influences speed range, torque density and response | Weak acceleration or unstable control tuning |
| Cooling method | Determines whether the motor can hold performance under duty cycle | Power drop as temperature climbs |
| Drive feedback | Keeps the stator field in step with the rotor | Overshoot, hunting, poor low-speed control |
When a variable frequency drive feeds the motor, it is effectively shaping the stator field with fast switching pulses. That is why current control, cable quality and motor insulation are so important in a modern machine. In a UK plant running on a common 400 V, 50 Hz supply, I usually start by checking whether the motor and drive are matched for the real duty cycle, not just for the headline power rating.
The practical lesson is simple: the stator does not only influence whether the motor runs, it influences how well the whole axis behaves. That becomes even clearer when you compare the main motor families used in automation.
The main stator-based motor types and where each fits
Different motor families use the stator in different ways, and that changes the kind of motion you can expect. I would not pick them on name alone; I would pick them based on how much stiffness, speed range and control precision the machine actually needs.
| Motor family | How the stator is used | Best fit | Main trade-off |
|---|---|---|---|
| Induction motor | Creates a rotating magnetic field that induces motion in the rotor | Conveyors, pumps, fans and general-duty machinery | Robust and simple, but less precise at low speed |
| Servo motor | Works with a drive and encoder to hold the field in tight synchrony | Packaging, robotics, pick-and-place and indexing | Excellent control, but needs proper tuning and feedback |
| Stepper motor | The stator is energised in discrete steps | Lighter positioning tasks and lower-cost axes | Simple to use, but torque falls quickly as speed rises |
| Direct-drive torque motor | Large stator and rotor are integrated into the machine for direct motion | Rotary tables, CNC axes and high-precision indexing | Very stiff and accurate, but integration and cooling are more demanding |
Direct-drive torque motors are especially interesting in modern motion control because they remove couplings and gearboxes from the drivetrain. That cuts backlash and makes control feel much more immediate, but it also raises the bar for cooling, alignment and machine design. For a simple conveyor, that is unnecessary complexity. For a rotary axis that must stop exactly where it should, it can be the right answer.
That is why choosing the motor family is really a question about the motion profile, not the catalogue.
What I check before specifying one for a UK machine
When I am evaluating a motor for an industrial machine, I start with the stator-related details that actually affect service life and control quality. This is the shortlist I trust most.
- Supply compatibility - Confirm the motor is suited to the site supply and the drive output, especially if the machine will run from a 400 V, 50 Hz system.
- Duty cycle - A motor that handles short peaks well may still run too hot in continuous service.
- Cooling path - Air-cooled, fan-cooled and water-cooled designs behave very differently once the machine is under load.
- Feedback hardware - Encoders, resolvers and thermal sensors all improve control, but only if the drive is configured to use them properly.
- Mechanical fit - Frame size, flange, shaft, brake and ingress protection must suit the machine environment.
- Insulation and inverter duty - Modern drives are tough on windings, so insulation quality and cable length matter more than many buyers expect.
Two terms are worth decoding here. Inverter duty means the motor is built to tolerate the fast voltage changes from a drive. Ingress protection, usually shown as an IP rating, tells you how well the enclosure resists dust and water. If those are wrong, even a technically good stator will age too fast.
In practice, I would rather buy a slightly more capable motor than squeeze the margin too tightly. That extra headroom is often the difference between a machine that keeps its performance and one that slowly drifts out of spec.
When the wrong stator choice or setup does cause trouble, the symptoms are usually easy to spot if you know where to look.
Common stator faults and what they usually mean
Most stator problems do not appear as a sudden failure. They start as heat, imbalance or noise, and only later become a shutdown. This is why I pay attention to the early signals.
| Symptom | Likely stator-related cause | What to check first |
|---|---|---|
| Rising temperature or varnish smell | Overload, poor cooling or excessive current | Duty cycle, airflow, drive settings and ambient temperature |
| Uneven phase current | Loose connection or winding damage | Terminal tightness, winding resistance and insulation resistance |
| Buzzing, vibration or audible hum | Magnetic imbalance, loose laminations or poor tuning | Mounting, alignment, drive parameters and rotor condition |
| Trips at low speed | Insufficient cooling or shorted turns | Thermal sensors, current draw and motor test results |
| Insulation test deterioration | Moisture, contamination or overheating | Drying, cleaning and a proper insulation resistance test |
I would not ignore grounding either. A healthy frame earth is basic protection, not an optional extra, because an insulation failure should have a safe path away from the machine body. In connected plants, stator temperature and phase current are also useful condition-monitoring signals, which makes them easy to trend in an IoT-enabled maintenance setup.
Once you know the failure patterns, the last piece is the commissioning routine that keeps them from appearing in the first place.
The commissioning checks I would not skip on a motion-control line
Before I hand a motor over to production, I want four things confirmed: the drive knows the motor data, the thermal path is realistic, the feedback is stable and the machine behaves properly under load. That sounds basic, but I still see projects rushed past this stage.
- Verify the winding data in the drive parameters, not just the nameplate power.
- Check rotation direction and phase current balance during the first run.
- Run a no-load test, then a loaded test long enough to show the real thermal trend.
- Confirm encoder or resolver feedback is clean at low speed and during reversal.
- Record current, temperature and vibration as a baseline for future maintenance.
If the machine is used for precision positioning, I would also log the first stable set of motion data and keep it for comparison. That baseline is often more useful than a generic service interval. The stator is usually not the most expensive part of the system, but it is often the part that decides whether the machine feels sharp, predictable and easy to control. That is the point I would keep in mind long after the first commissioning test is over.