Industrial buyers rarely need a connector vendor in the abstract; they need one that can keep power, data, and signal moving reliably in harsh environments. HARTING Inc. is the American subsidiary of the HARTING Technology Group, and for a UK reader the real question is how that vendor fits into automation projects, supplier approval, and long-term maintenance. This article looks at the product scope, the procurement fit, and the checks I would make before putting it on a shortlist.
What matters before you shortlist this vendor
- HARTING is strongest in industrial connection technology, not in generic electronics supply.
- The brand is usually a fit when reliability, documentation, and lifecycle support matter more than the lowest upfront price.
- UK buyers can work through local support in Northampton, which helps with specification, samples, and escalation.
- The key technical checks are environmental fit, coding, mating cycles, and service access, not just catalogue appearance.
- If the application is simple and price-led, a broadline distributor may be enough.

What the company actually supplies
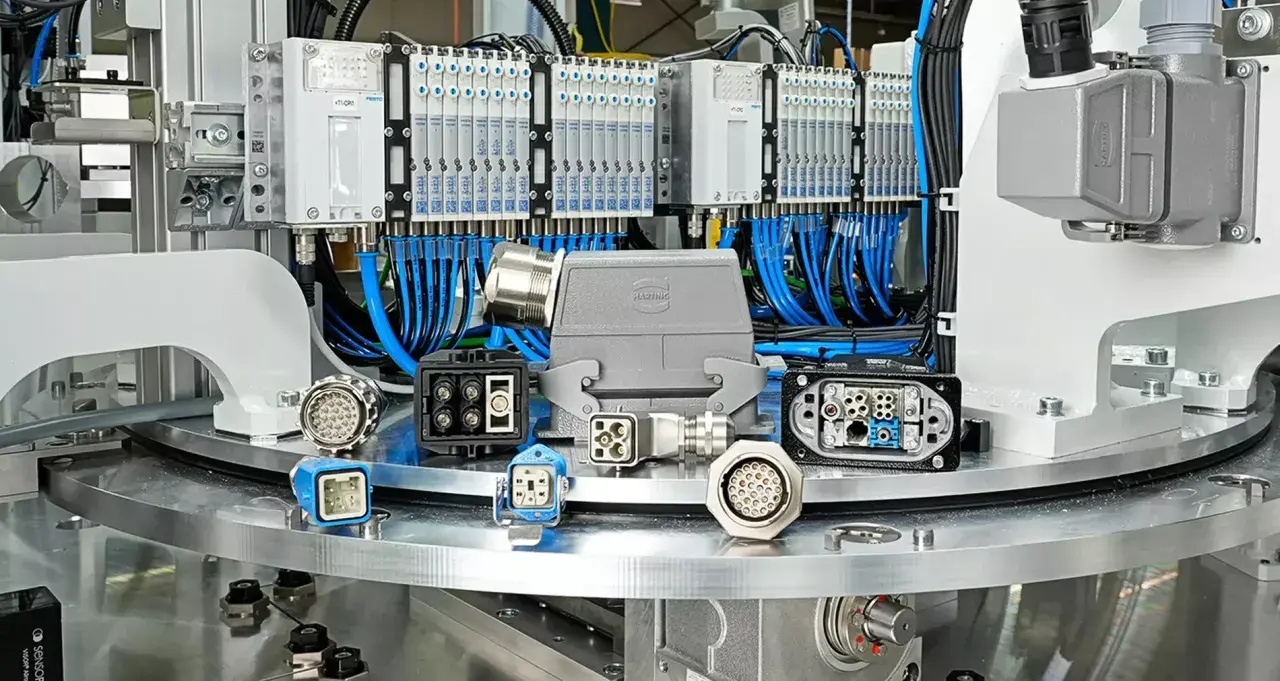
According to HARTING, the group is a leading global supplier of industrial connection technology, and that is the right way to think about the brand: it is a connectivity specialist, not a general-purpose parts seller. In practical terms, the catalogue covers industrial connectors, circular connectors, device connectivity, network components, and cable assemblies for power, data, and signal transmission.
HARTING’s facts and figures show around 6,200 global employees, 14 production plants, and 43 sales companies. That scale matters because it usually translates into broader support, deeper engineering knowledge, and a better chance of finding a product family that fits a machine design without forcing a custom one-off.
For machine builders, the useful part is not the logo but the structure of the portfolio. Families such as Han, M8, and M12 let engineers standardise interfaces across panels, drives, sensors, and moving equipment instead of stitching together mismatched parts. That breadth is why the brand shows up so often in factory automation, transport, energy, and industrial IoT projects, and it leads directly into the question of where the vendor actually creates value.
Why this vendor matters in automation and IoT projects
When I evaluate a connectivity vendor, I start with failure modes rather than product names. An IP rating tells you how well a connector resists dust and water, while EMC, or electromagnetic compatibility, tells you whether electrical noise will interfere with signals; in automation, both can matter as much as the connector shell itself. If a design also needs frequent reconfiguration, mating cycles and strain relief become just as important, because the cheapest-looking part is often the one that costs the most when service starts.
Where it tends to fit best
- Machine building, where the interface needs to be repeatable across multiple builds.
- Robotics and motion systems, where vibration and repeated movement punish weak terminations.
- Factory automation, where downtime is expensive and service access must be predictable.
- Energy and transport applications, where environmental stress is higher than in a standard control cabinet.
- Industrial IoT deployments, where data integrity matters as much as physical durability.
That is the practical test I use: if a connector choice affects uptime, commissioning speed, or maintenance access, the vendor moves from “parts supplier” to “design decision”. If the application is a simple internal link with low stress and no harsh environment, the brand may still be suitable, but it is easier to justify a lower-cost route. That difference becomes clearer when you compare sourcing paths rather than just products.
How I would compare it with other sourcing routes
I do not compare a specialist vendor only against its immediate rivals. I compare the procurement route, because the route determines who answers engineering questions, who holds stock, and who owns the documentation trail. For a UK project, that decision often matters as much as the connector itself.
| Sourcing route | Best for | Strength | Trade-off |
|---|---|---|---|
| Direct specialist vendor | Design-in projects, repeat builds, technical interfaces, lifecycle support | Better application knowledge, stronger product depth, cleaner documentation | Can require more precise specifications and a slower initial quote cycle |
| Broadline distributor | Commodity replacements, mixed-brand purchasing, fast replenishment | Convenient buying and wider one-stop sourcing | Less engineering depth and less control over a single interface family |
| Systems integrator | Machine packages where the connector is only one part of the build | Integration convenience and fewer handoffs | The connector choice may be optimised for the project, not for long-term reuse |
My rule is simple: if the connector sits on the critical path for uptime, I prefer the specialist route. If the purchase is mainly about replacing a standard item quickly, distribution may be enough. Once that sourcing choice is clear, local support becomes the next deciding factor.
What UK teams should verify before they order
HARTING lists its UK office in Northampton, and that local presence is useful when a project needs samples, design clarification, or a quick answer on stock and lead times. In my experience, this is where vendor quality becomes visible: not in the brochure, but in how fast a team can move from a part number to a buildable specification.
Read Also: PCB Piezotronics: Is it Right for Your Sensors?
My UK buying checklist
- Exact mating interface - confirm the connector family, coding, and shell size, not just a similar-looking product.
- Operating environment - check whether the design faces vibration, washdown, dust, heat, or outdoor exposure.
- Documentation package - ask for datasheets, CAD models, assembly guidance, and torque or installation notes.
- Lead time and stock position - separate items that are available now from items that are build-to-order.
- Lifecycle support - make sure the part can still be supported if the machine needs spares in a few years.
- Compliance paperwork - verify the declarations your OEM, panel builder, or customer will expect.
The strongest vendors reduce friction at the approval stage. They make it easier to get a sample, easier to align engineering and purchasing, and easier to avoid a late-stage rework when the first physical build exposes a mismatch. The projects that fail here usually do not fail because the connector is bad; they fail because the specification was incomplete.
The mistakes that cause avoidable rework
I see the same mistakes repeated across industrial procurement, and they are usually more expensive than the part itself. The good news is that they are easy to avoid once you know where the traps are.
- Choosing by price alone - a cheaper connector can create hidden costs if it slows assembly or service.
- Ignoring the maintenance pattern - a part that is fine for commissioning may be poor for repeated access.
- Mixing similar coding variants - visually close parts can be incompatible, which causes avoidable errors on site.
- Overlooking cable entry and strain relief - the cable may fail long before the contact system does.
- Skipping the physical prototype - drawings are not enough when access, clearance, and handling matter.
The better way to work is to treat the connector as part of the machine’s reliability budget. If it saves time during installation, inspection, and replacement, it is doing real work for the project. That is the standard I would use before putting any vendor on the final list.
When I would put it on the final supplier list
I would shortlist this vendor when the project needs a serious industrial connectivity partner rather than a commodity reseller. That usually means a machine build, an automation retrofit, or an IoT deployment where power, data, and serviceability all need to work together.
- The interface will be used in a harsh or variable environment.
- The project needs consistent part families across multiple builds.
- The team values technical support and clear documentation.
- Local UK coordination will make procurement or commissioning easier.
The most useful way to judge a vendor like this is not by the size of the catalogue alone, but by how well it reduces risk across the full lifecycle of the machine. If the connector is critical to uptime, I would keep HARTING on the shortlist; if the application is simple and disposable, I would stay wider and buy only the minimum engineering depth the job truly needs.